
What Is Cut? Cut is a physical action. Cutting in a narrow sense refers to cutting objects (such as food, wood and other low-hardness objects) with sharp tools such as knives; cutting in a broad sense refers to using tools, such as machine tools, flames, etc., to cut objects to make the objects under pressure or high temperature. Next disconnect. In mathematics, there is also an extended “cutting line”, which refers to a straight line that can divide a plane into several parts. Cutting plays an important role in people’s production and life.
In the heavy industry and construction industry, mechanical cutting is a common method for rough processing of plates or building materials, which belongs to cold cutting. Its essence is a process in which the processed metal or building materials are squeezed by scissors to produce shear deformation and crack separation.
Mechanical cutting is a commonly used cutting method. With the development of flame cutting, arc cutting and other technologies, the proportion of mechanical cutting is decreasing, but it is still an indispensable cutting method in process equipment manufacturing. Mechanical cutting includes cutting, sawing (band saw, circular saw, grinding wheel saw, etc.) cutting, milling and so on. Shearing is mainly used for the cutting of steel plates; sawing is mainly used for the cutting of various section steels and pipes; milling is mainly used for cutting precision parts and weld grooves.
The most commonly used equipment for mechanical cutting is a shearing machine. Generally, the maximum shearing thickness of the shearing trigger is about 20mm, the maximum tensile strength to be sheared is 490MPa, and the maximum shearing width is 3000mm. The transmission mode of the shearing machine has two kinds of mechanical and hydraulic. , Its working principle is to use a mechanical device to apply a shearing force to the material. When the shearing stress exceeds the shear strength of the material, it will be cut off, so as to achieve the purpose of separating the material.
The advantages of cutting are simple operation, low labor cost, and cutting quality and efficiency are greatly improved compared with manual cutting. The disadvantage is that the cutting thickness is limited and limited to a variety of straight cutting.
The process of mechanical cutting can be roughly divided into three consecutive stages:
- Elastic deformation stage When shearing starts, the upper and lower scissors just press on the steel plate, and their force makes the deformation of the steel within the elastic deformation range, and the stress in the steel has not exceeded the yield limit.
- In the plastic deformation stage, the upper scissors continue to descend, so that the stress generated by the steel exceeds the yield point of the material and continues to rise until the maximum shear strength of the material. At this time, the maximum shear deformation starts from the blade part of the scissors, and the deformation direction occurs along the slip.
- The fracture stage continues, as the plastic shear deformation increases, cracks are gradually formed along the direction of the slip surface and gradually expand until the material is completely separated into two parts, that is, the material is sheared.
The most commonly used in process equipment manufacturers is the gantry shears. The gantry shears are divided into two types: flat-end and oblique-end, which are used for straight cutting. The flat-cutting shears are mostly used for cutting narrow and thick rectangular section blanks; the oblique type is mostly used for thin and wide sheets. The structure diagram of the oblique shearing machine is shown in Figure 1: The oblique shearing machine is shown in the figure.
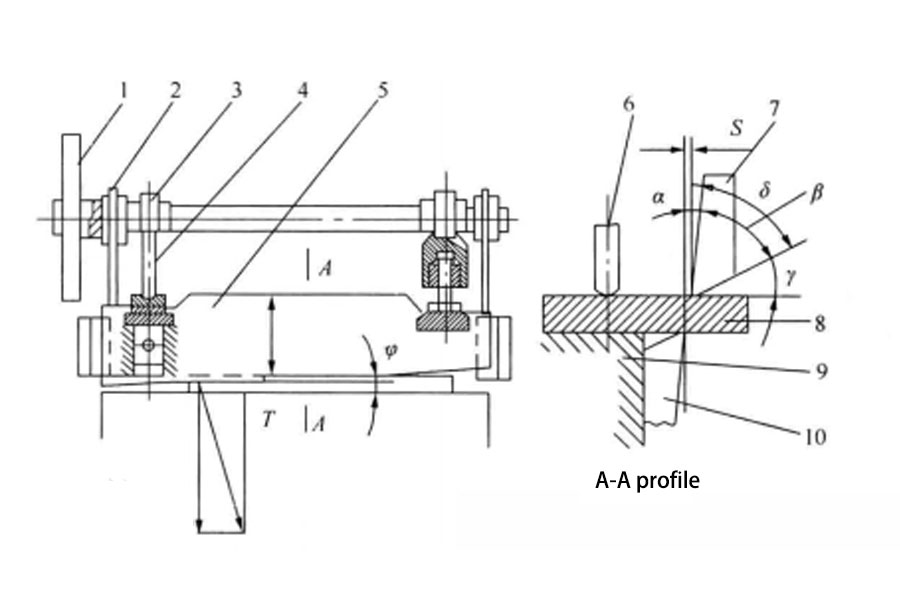
Its main working part is composed of two shearing blades at a certain angle. The lower shearing blade is horizontally fixed on the worktable of the shearing machine, and the steel plate to be cut is placed on it. The upper cutting blade is obliquely fixed on the beam 5, and the beam is connected with a set of eccentric mechanism 3, and a white separator 2 is installed between the flywheel 1 and the eccentric mechanism. When the cutting pedal is stepped on, the motor rotates and passes through the flywheel 1, the stage release device 2, the eccentric shaft 3 and the connecting rod 4. Push the beam to move down. When the upper blade touches the workpiece 8, the metal on both sides of the blade will first undergo elastic deformation. As the upper blade continues to move downward, the material will undergo plastic deformation until it exceeds the shear strength of the material. The workpiece is sheared. In order to prevent the workpiece from turning or moving due to the shearing force during cutting, mechanical, hydraulic or pneumatic clamps can be used to press the workpiece on the worktable.
When the sheet material is cut, the metal at the cut will bend down due to the plastic deformation during shearing, and the lower surface will bulge downwards, forming burrs, which are caused by the plastic deformation of the edge of the cut in the cold state. The increase in hardness and decrease in plasticity result in the cold-added T hardening phenomenon, which is more obvious for steels with high strength grades. The hardening range of the edge of the incision increases with the increase of the thickness of the material being sheared. Its existence often becomes the cause of cracks on the edge of the welded joint. Therefore, if necessary, the hardened area of 2-3mm near the incision should be planed or cold-added. T method is removed, which is also one of the reasons why mechanical shearing is not suitable for large thickness and high strength steel plates. For low carbon steel with good plasticity, the existence of hardened zone will be eliminated with the heat effect of the welding process, and the work of removing the hardened zone becomes unnecessary
Link to this article:Cut - What Is Cut - Cut Meaning
Reprint Statement: If there are no special instructions, all articles on this site are original. Please indicate the source for reprinting.:Cut Wiki,Thanks!^^